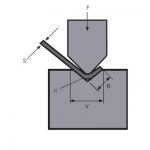
Mae'r peiriant brêc wasg CNC yn defnyddio'r mowld offer (mowld cyffredinol neu arbennig) i blygu'r ddalen fetel oer i wahanol siapiau trawsdoriadol geometrig. Mae'n beiriant ffurfio dalennau sydd wedi'i gynllunio ar gyfer prosesu metel dalen wedi'i rolio'n oer ac fe'i defnyddir yn helaeth mewn prosesu plygu dalennau mewn diwydiannau megis automobiles, gweithgynhyrchu awyrennau, diwydiant ysgafn, adeiladu llongau, cynwysyddion, codwyr a cherbydau rheilffordd.
System reoli awtomatig wedi'i hadeiladu ar yr egwyddor o drosglwyddo hydrolig. Mewn system o'r fath, mae symudiad yr actuator yn newid wrth i'r signal rheoli newid.
Mae'r falf servo electro-hydrolig yn falf rheoli awtomatig. Mae'n gydran trosi electro-hydrolig ac yn elfen ymhelaethu pŵer. Ei swyddogaeth yw trosi mewnbwn signal analog pŵer bach i ymateb mawr gyda maint a polaredd y signal trydanol ac ymateb cyflym. Llif ynni hydrolig pŵer ac allbwn pwysau, er mwyn rheoli dadleoli, cyflymder, cyflymiad a grym yr actiwadydd hydrolig. Mae'r falf servo electro-hydrolig fel arfer yn cynnwys trawsnewidydd trydanol-mecanyddol, mwyhadur hydrolig, a mecanwaith adborth canfod.
Y cwestiwn o beiriant plygu brêc wasg CNC
1. Faint o echelinau sydd gan CNC Press Brake?
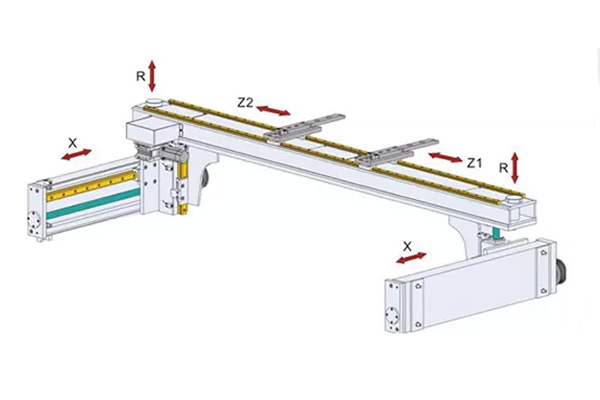
Mae yna lawer o echelinau CNC yn y peiriant brêc wasg CNC, a all fod hyd at 18 echel ar y mwyaf. Mae'r swyddogaethau echel CNC a ddefnyddir yn gyffredin fel a ganlyn: llithrydd echel Y1Y2 i fyny ac i lawr 100 o symudiadau (falf servo electro-hydrolig), symudiad echel X yn ôl ac ymlaen o fesurydd cefn (servo motor), R Echel symudiad cefn y backstop (servo). modur), symudiad atal echel Z1Z2 y bysedd chwith a dde (modur servo), a thabl convex echel W.
Mae gan ddadleoli echelinol Zhongrui CNC Press Brake echelinau lluosog. Eitemau cyffredin yw:
● Dadleoli'r strôc silindr i fyny ac i lawr
● Yn ôl ac ymlaen dadleoli mesurydd cefn
● Codi dadleoli mesurydd cefn
● Dadleoliad chwith a dde y bys uchaf
● Dadleoli codi ar gyfer iawndal gwyriad tabl
● Plygu plât ategol dadleoli braced
● Dadleoli blaen wrth gefn
2. Beth yw rôl y modur servo wrth ymyl bloc falf CNC Press Brake?
Fe'i defnyddir ar gyfer bwydo, mae'r bwydo yn cael ei reoli gan y modur servo ar gyfer manwl gywirdeb, ac mae'r rhan hydrolig wedi'i blygu, ac mae'r plygu yn cael ei reoli gan y modur servo hwn.
3. Sut mae colofn hydrolig CNC Press Brake yn cael ei reoli?
Ar ôl i'r grŵp falf reoli'r i fyny ac i lawr, mae'r peiriant plygu siafft dirdro cyffredin yn rheoli'r dyfnder plygu trwy leoliad y cnau sgriw yn y silindr olew, ac mae'r peiriant plygu servo electro-hydrolig yn adborthi'r sefyllfa trwy'r pren mesur gratio, a'r system yn rheoli dyfnder plygu.
4. Beth yw'r rheswm pam nad yw silindr hydrolig CNC Press Brake yn gweithio
Cylched olew: y gwiriad cyntaf a yw'r olew yn y tanc tanwydd arolygu yn ddigonol, nid yw'r falf solenoid yn gweithio, a yw'r coil wedi torri neu'n sownd, ac a yw ffynhonnell y falf gorlif yn gweithio
Nid oes unrhyw broblem i weld a yw'r silindr olew yn gollwng (bydd y silindr olew yn disgyn yn araf ar ei ben ei hun pan nad yw'n gweithio)
5. y rheolydd CNC arddull poblogaidd
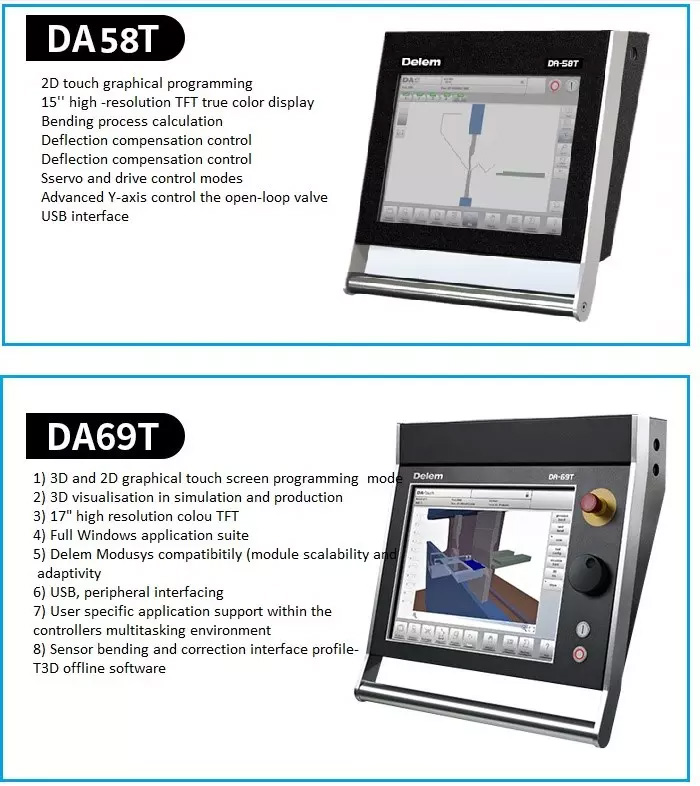
Y rheolwyr CNC poblogaidd yw DA52S/DA53T/DA58T/DA66T/DA69/CybTouch8/CybTouch12 ac ati.
Cynhyrchion Cysylltiedig
 Ateb Effeithlon WILA o Blygu Platiau Canolig a Thrwchus
Ateb Effeithlon WILA o Blygu Platiau Canolig a Thrwchus- Sut i Ddewis Tunelledd Peiriant Brake Wasg Hydrolig
- Manteision Ac Anfanteision Peiriant Brake Wasg
- Electro-hydrolig synchronous VS torsion Echel synchronous CNC plygu peiriant
- Tsieina Wasg Brake Plygu Machine Wyddgrug
- Rheolau Gweithredu Diogel Peiriant Wasg Pŵer Hydrolig
- Defnyddio Sgiliau Peiriant Plygu CNC
- Methiannau Mecanyddol Cyffredin a Chynnal a Chadw Peiriannau Plygu Brake Wasg
- 2021 Canllaw Terfynol Peiriant Brake Metel
- Sawl Math o Brêc Wasg Hydrolig