Mantais Peiriant Brake Wasg Hydrolig CNC

1. Gweithrediad Hawdd
Mae brêc wasg CNC yn hawdd iawn i'w weithredu ac mae'n beiriant llai llafurddwys. Felly gall y gweithredwr drin llawer o beiriannau ar y tro. Gellir gweithredu'r peiriannau hyn yn syml trwy gyffwrdd, teimlad a sain y gweithredwr. Ar wahân i hyn, maent yn hawdd iawn eu defnyddio ac mae ganddynt system reoli hynod bwerus.
2. Rhaglennu Hyblyg
Mae rhaglennu hyblyg brêc wasg CNC yn galluogi'r gweithredwr i reoli'r peiriant mewn Saesneg syml neu unrhyw iaith addas arall.

Mae'r gwahanol fathau o weithrediadau y gellir eu perfformio hefyd ar gael fel opsiynau ar y ddewislen. Unwaith y bydd y gweithrediad gofynnol yn cael ei ddewis, mae rhestr arall o gwestiynau yn ymddangos ar y sgrin ynghylch yr amseroedd beicio, deunyddiau, pwysau, ac elfennau eraill sy'n gysylltiedig â'r broses gynhyrchu. Ac ar ôl i'r gweithredwr fewnbynnu'r atebion i'r peiriant, mae'r gwerthoedd yn cael eu harddangos ar y sgrin i'w cadarnhau cyn dechrau'r dasg gysylltiedig.
3. Dylunio Modern
Mae brêc wasg CNC yn ymgorffori dyluniad modern sy'n galluogi'r gweithredwr i drefnu dilyniant troadau yn hawdd. Mae hefyd yn cynorthwyo'r gweithredwr i gynhyrchu'r cynnyrch gofynnol yn gyflym. Ar ben hynny, nid oes rhaid i'r gweithredwr amcangyfrif faint o bwysau sydd ei angen mwyach er mwyn creu gradd benodol o dro. Gall hyd yn oed y ffactorau eraill megis hyd fflans, math o ddeunydd, maint y trwch, a graddau'r tro gael eu cofnodi'n uniongyrchol yn yr uned reoli CNC. Gellir gweld y rhan sydd i'w gweithgynhyrchu hefyd yn y fersiwn gorffenedig 2D neu 3D. Ar wahân i hyn, ar ôl i'r rhan gyntaf gael ei rhaglennu ar y peiriant neu drwy gyfrifiadur personol all-lein, gall gweithredwr llai medrus hefyd gynhyrchu'r rhannau dilynol yn hawdd.

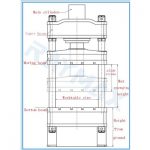
4. Mae dwy raddfa linellol wedi'u gosod ar blatiau “C” ar y ddwy ochr.
Rydyn ni'n ei drwsio ar y bwrdd gwaith i ddileu effaith gwyriad wrth weithio. Bydd y raddfa linellol yn archwilio dau safle pen hwrdd (Y1, Y2) ac yn anfon signal. Ar ôl mwyhadur CNC, bydd y signal yn cael ei fwydo'n ôl i'r cyfrifiadur. Yna bydd y cyfrifiadur yn rheoli cyfaint yr olew, sy'n mynd i fynd i mewn i silindrau. Felly gellid rheoli cyfochrogrwydd hwrdd a bwrdd gwaith o dan ±0.01mm.
5. Amlochredd: Plygwch unrhyw drwch a math o ddeunydd (o fewn terfynau ffisegol breciau), gan gynnwys rhannau cymhleth fel siasi / cromfachau electronig.
6. Mae gan system DELEM swyddogaethau profi a hunan-ddiagnosis awtomatig. Hefyd, mae Rhaglennu yn cynnwys meintiau plât i blygu, dimensiynau'r darn gwaith a dewis offer. Yna gallai system CNC gyfrifo'r grym plygu a lleoliad y mesurydd cefn a'r hwrdd yn awtomatig. Hefyd gellid cyfrifo'r ras gyfnewid amser treiddio a gwasgu hwrdd. Gall falf gyfrannol electro-hydrolig o ansawdd rhagorol sicrhau cydamseriad y ddau silindr yn ogystal â gallu da i ddelio â llwyth ecsentrig.

7. Mesur cefn yn mabwysiadu sgriw bêl dreigl a ffordd canllaw treigl, felly gallai'r trachywiredd lleoli ailadrodd o echel X gyrraedd ±0.1mm.Full peiriant yw gyda gard diogelwch a interlocker i amddiffyn y gweithredwr rhag anafu.
8. Mae prif rannau llithro fel silindrau, gwialen piston, ffordd canllaw, i gyd â thriniaeth gwisgo-ymwrthedd.
9. Bydd system CNC yn rheoli trawiad hwrdd peiriant brêc wasg hydrolig CNC a mesurydd cefn i gyd yn fanwl gywir.
Anfantais peiriant Brake Wasg Hydrolig CNC
1. Trin Deunydd: Anhawster wrth drin deunydd â thaflenni mawr
2. Offer: Mae angen offer gwaelod a brig
3. Mae'n rhaid i Hyd Flange ymestyn ar draws marw yn ystod y llawdriniaeth blygu gyfan, gan gyfyngu ar faint y flange
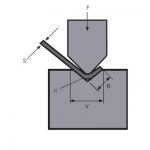
4. Gwanwyn yn ôl: Ar ddiwedd plygu, mae gwanwyn yn ôl yn digwydd oherwydd adferiad anffurfiad elastig, fel y dangosir yn Ffigur 1. Mae'r ffenomen adlam yn effeithio'n uniongyrchol ar gywirdeb dimensiwn y darn gwaith a rhaid ei reoli. Y mesurau proses a gymerwyd yn hyn o beth yw: ① Dull iawndal Angle. Os yw ongl plygu'r workpiece o 90 °, peiriant plygu o dan y slot (siâp V) gellir dewis ongl agor 78 °.

Ffigur 1
Cynyddir yr amser gwasgu gan y dull cywiro. Perfformio cywiro pwysau ar ddiwedd y plygu i ymestyn amser cyswllt y marw uchaf, y workpiece, a rhigol isaf y peiriant plygu i gynyddu gradd anffurfiad plastig ar ffiled y rhigol isaf, fel bod tueddiad adlam y ffibrau yn y parth tensiwn a chywasgu yn gwrthwynebu ei gilydd, a thrwy hynny leihau'r bom dychwelyd.
Cynhyrchion Cysylltiedig
 Yr Egwyddor Weithredol a Chyfansoddiad Peiriant Plygu Brake Press CNC
Yr Egwyddor Weithredol a Chyfansoddiad Peiriant Plygu Brake Press CNC- Ateb Effeithlon WILA o Blygu Platiau Canolig a Thrwchus
- Sut i Ddewis Tunelledd Peiriant Brake Wasg Hydrolig
- 10 Gwneuthurwr Gwasg Pŵer Gorau Tsieina
- Sut i Ddewis y Peiriant Brake Wasg Hydrolig CNC Addas
- 4 Cam i Wybod System E21 o Bender Metel Dalen CNC
- Beth Yw'r Wasg Brake Coroni
- Sut i Weithredu'r Peiriant Cneifio Gilotîn
- Cynnal a Chadw Peiriant Wasg Pŵer Hydrolig
- Rheolau Gweithredu Diogel Peiriant Wasg Pŵer Hydrolig