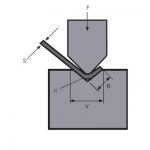
Mae peiriant plygu brêc y wasg yn bennaf yn perfformio plygu llinell syth y plât. Trwy ddefnyddio mowldiau syml ac offer prosesu, gellir gwasgu'r ddalen fetel i siâp geometrig penodol, a gellir ei phrosesu hefyd trwy ymestyn, dyrnu, dyrnu a gwasgu corrugation. Mewn cynhyrchiad gwirioneddol, defnyddir y peiriant brêc wasg CNC yn bennaf i wireddu plygu gwahanol siapiau geometrig o flychau metel, cregyn blwch, trawstiau siâp U, a phetryal. Mae gan ei brosesu fanteision sythrwydd plygu uchel, dim marciau dannedd, dim plicio, dim crychau, ac ati.
Gyda datblygiad parhaus technoleg gweithgynhyrchu peiriannau plygu CNC, mae ei fanteision megis cywirdeb lleoli uchel, cyfleustra, iawndal aflonyddwch dim-gweithgarwch, a chysondeb da o gynhyrchion wedi'u prosesu wedi dod yn fwyfwy poblogaidd gan y mwyafrif o gwmnïau gweithgynhyrchu metel dalen. Fodd bynnag, gyda dymuniadau cyfyngedig, mae sut i wneud gwell defnydd o'r peiriant plygu a rhoi chwarae llawn i'w swyddogaethau a'i fanteision wedi dod yn broblem y mae gweithgynhyrchwyr sy'n defnyddio peiriant plygu brêc wasg CNC yn rhoi sylw iddo ac mae angen ei ddatrys ar frys. Yn y broses weithgynhyrchu a defnyddio hirdymor, mae Zhongrui wedi ehangu swyddogaethau'r peiriant plygu yn effeithiol ac wedi cronni profiad trwy ychwanegu offer ategol, trawsnewid mowldiau presennol, a defnydd hyblyg o'r safle. Mae'r erthygl hon yn cymryd peiriant brêc wasg CNC Zhongrui DA66T fel enghraifft ac yn cyflwyno'r sgiliau a ddefnyddir yn fanwl.
Ychwanegu offer ategol
Os ydych chi am wneud offeryn peiriant brêc y wasg yn hyblyg ac yn hawdd ei ddefnyddio, mae'n hanfodol ychwanegu offer ategol. Gall y cynnydd mewn offer ategol nid yn unig ehangu ystod prosesu offeryn peiriant plygu CNC ond hefyd wella effeithlonrwydd prosesu.
1) Plât trawsnewid (plât canol â chymorth ar gyfer llwydni cyflym)
Mae uchder agor y peiriant plygu yn cyfeirio at y pellter rhwng y byrddau gwaith uchaf ac isaf. Oherwydd bod gan y peiriant plygu CNC DA66T uchder agor mwy, ystyriwch ddefnyddio agoriad mawr i ehangu'r ystod brosesu. Fel y dangosir yn Ffigur 1, gall ychwanegu plât pontio arall i'r plât pontio gwreiddiol gynyddu uchder plygu ochr y rhan (hyd at 85 mm), fel y gellir cynnal prosesu dwfn gydag ymylon plygu ochr uwch. Gall y bwrdd pontio hunan-wneud addasu lled y bwrdd pontio yn ôl eich rhannau cyffredin eich hun, ac mae'n fwyaf addas ar gyfer prosesu rhannau lled bach gydag ymylon plygu uwch ar y ddwy ochr.

2) Cornel y panel blaen
Fel y dangosir yn Ffigur 2, mae cornel ar flaen y peiriant, a all osod rhannau bach a lleihau'r amser i gymryd rhannau. Ar yr un pryd, gosodir bwrdd gwaith bach i hwyluso prosesu a chasglu darnau gwaith bach.

Gwnewch ddefnydd llawn o'r mowld
Mae'r defnydd o beiriant plygu brêc wasg CNC yn bennaf yn dibynnu ar y mowldiau uchaf ac isaf. Os yw nifer y mowldiau yn fach ac nad yw'r cais yn hyblyg, bydd ystod prosesu'r offeryn peiriant yn cael ei gyfyngu'n fawr. Felly, o dan amodau sefydlog, mae sut i wneud y mwyaf o swyddogaeth y llwydni presennol trwy gyfuniad optimized a thrawsnewid rhannol yn broblem y mae'n rhaid i bob defnyddiwr offer peiriant feddwl amdani. Y canlynol yw'r swyddogaeth ehangu a ddefnyddiwn yn cael ei ddefnyddio trwy newid mowld y peiriant plygu CNC Cyflwyniad.
1) blaen malu marw uchaf R
Pan ddefnyddir y marw uchaf am amser hir, bydd ei draul blaen yn newid yn afreolaidd. Mae uchder y llwydni yn newid ac ni ellir gwarantu cywirdeb plygu. Trwy malu, cywiro'r domen R, a chyfateb â rhigol siâp V mwy, gellir plygu platiau trwchus. Mae hyn yn ymestyn oes gwasanaeth y llwydni.
2) Newid mowldiau sgrap i gyflawni lefelu
Yn absenoldeb marw plygu cyfansawdd, mae datrys y broblem ffurfio o sut i wasgu'r ymyl marw yn enghraifft. Mae'r ymyl marw yn siâp plygu lle mae dwy haen yn gorgyffwrdd â'i gilydd, ac fe'i defnyddir fel arfer ar gyfer atgyfnerthu. Yn gyffredinol, nid oes gan y bwrdd dros 2 mm bron unrhyw ymylon marw i'r wasg. Gwasgwch yr ymyl marw mae angen ei ffurfio gan marw plygu cyfansawdd, a rhaid ei rannu'n fwy na dwy broses i'w ffurfio.
Y dull a ddefnyddir yn gyffredin yw defnyddio marw plygu cyfansawdd, fel y dangosir yn Ffigur 3. Yn y cam cyntaf, mae'r deunydd yn cael ei blygu i 30 °, ac yn yr ail gam, gosodir yr ongl blygu 30 ° ar ben blaen y llwydni cyfansawdd, ac mae'r deunydd yn cael ei blygu i mewn i ymyl marw. Ond nid oes gennym farw plygu cyfansawdd, dim ond marw plygu ongl acíwt 30 °. Cwblhewch gam cyntaf y marw plygu cyfansawdd gyda'r llwydni presennol, a dim ond dull arall y gall yr ail gam ddod o hyd i ddull arall. Yn yr ail gam, mae'r mowldiau uchaf ac isaf yn wastad. Ar ôl dadansoddiad, gellir defnyddio rhan ganol y llwydni dwbl presennol v-groove isaf fel rhan yr awyren, ac mae'r mowld uchaf yn chwilio am awyren. Tynnwch y llwydni uchaf wedi'i sgrapio a malu ymyl y gyllell yn arddull fflat, a thrwy hynny ddatrys problem ffurfio'r wasg yr ymyl marw.

Gellir gwastadu defnyddio'r set hon o fowldiau wedi'u haddasu hefyd. Mewn prosesu gwirioneddol, mae gweithredwyr offer peiriant weithiau'n gwneud camgymeriadau, gan gynnwys ymylon plygu neu ddimensiynau plygu nad ydynt yn gyfartal. Yn yr achos lle nad yw gofynion wyneb y rhan yn uchel, mae'n drueni sgrapio'r rhan, dim ond i guro'r ymyl plygu yn fflat. Mae Knockout yn llafurus iawn, ond gellir ei lefelu'n hawdd trwy ddefnyddio'r cyfuniad llwydni uchod. Gellir gwasgu'r rhannau yn hawdd â llaw i'r mowldiau uchaf ac isaf, ac yna caiff y rhannau eu fflatio gan y peiriant plygu CNC.
Sgiliau yn ystod gweithrediad
1) Lleoli plygu yn marw a phrosesu deunyddiau
Wrth drefnu’r cynllun, dylid ystyried y ffactorau canlynol:
a. Trefnwch ddeunyddiau o'r un trwch gyda'i gilydd;
b. Trefnwch y mowldiau o'r un model gyda'i gilydd;
c. Trefnir mowldiau o siâp tebyg gyda'i gilydd.
Gall hyn leihau amser ac amlder ailosod llwydni.
2) Lleoliad ongl sgwâr o rannau cul a bach
Pan fo'r rhan blygu yn gul ac yn hir, nid yw'n hawdd ei leoli. Yn ystod prosesu, mae'n aml yn digwydd bod y sefyllfa ôl-benderfyniad, ac mae'r rhan blygu yn hawdd i'w gogwyddo. Felly, gan ddefnyddio'r dull a ddefnyddir yn Ffigur 4, caiff y llwydni ei gludo i'r mowld isaf i sicrhau ongl sgwâr. Wrth blygu fel hyn, nid yw'r rhan yn hawdd i'w gogwyddo.

3) Plygu rhannau trionglog
Pan fydd y rhannau plygu wedi'u plygu, nid yw'r rhannau onglog miniog yn hawdd i fod yn agos at y rheol cefn. Yn gyffredinol, pan fydd y dimensiwn lleiaf L ≤10 mm ar unwaith yn ôl rheol, dylid ystyried y ddyfais lleoli. Mewn gwaith gwirioneddol, mae'n hawdd esgeuluso dyluniad a phroses, ac mae problemau o'r fath yn aml yn digwydd. Wrth brosesu, yn ôl maint y rhan, penderfynir bod un darn wedi'i alinio â'r marw plygu ac mae'r darn dwbl wedi'i alinio â'r gefnogaeth.
4) Ychwanegu plât tenau R
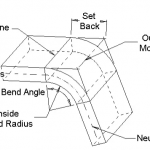
Oherwydd anghenion gwahanol cwsmeriaid, mae'r gwerth R gofynnol ar yr ymyl plygu hefyd yn wahanol. Yn y broses o brosesu, ar gyfer rhannau nad oes angen cywirdeb dimensiwn uchel arnynt, defnyddiwch blât cefn i gynyddu'r gwerth R fel y gellir cael y gwerth R gofynnol ar ôl plygu. Yn ôl y gofynion dylunio, mae R yn cyfeirio at y berthynas rhwng V a R mewnol i ddewis y trwch plât a'i blygu i'r siâp a ddangosir yn Ffigur 5. Pan gaiff ei ddefnyddio, defnyddiwch clamp i glampio'r mowld uchaf. Mae'r dull hwn yn hawdd i'w ddefnyddio a gellir ei ddefnyddio mewn haenau lluosog.

5) Rhan sengl a gosodiadau llwydni lluosog
Defnyddiodd Zhongrui beiriant plygu CNC DA66T gyda 2 silindr hydrolig fel arddangosiad. Wedi ceisio'r gosodiad aml-lwydni a ddangosir yn Ffigur 6, hynny yw, mae mowldiau uchaf ac isaf yr un model yn cael eu gosod mewn adrannau ar yr un pryd, a all gwblhau prosesu sawl tro o'r rhan gyfan, gan leihau'r amser gosod llwydni a thrin rhannau dro ar ôl tro. Ar hyn o bryd, mae uchder cyfartal plygu marw uchaf wedi ymddangos ar y farchnad. Mae uchder y llwydni uchaf i gyd yn unffurf, a gellir defnyddio mowldiau o wahanol siapiau hefyd ar yr un bwrdd. Yn y modd hwn, mae'n bosibl perfformio plygu segmentol o wahanol fowldiau.

6) Cofnodion rhaglen o rannau nodweddiadol
Ar ôl i'r rhannau nodweddiadol gael eu prosesu, dylid cofnodi'r paramedrau prosesu mewn pryd, a dylid storio'r rhaglen yn ardal storio'r peiriant plygu gyda'r rhif lluniadu rhan, fel y gellir ei ailddefnyddio yn y dyfodol, gan leihau cyfres yn fawr. o baratoadau cyn plygu. Gallwch hefyd wneud tabl, sy'n cynnwys gosodiadau penodol enw'r rhan, rhif lluniadu, graffeg, deunydd, a pharamedrau plygu. Rhennir y bwrdd yn blatiau dur, platiau alwminiwm, a phlatiau dur di-staen. Mae pob math yn cael ei wahaniaethu gan drwch y deunydd. Bydd yr amser y mae'n ei gymryd i ddod o hyd i rannau nodweddiadol yn cael ei leihau. Os caiff ei gyfuno â'r cerdyn proses, mae hwn yn gyfarwyddyd prosesu cyflawn iawn. Gall hyd yn oed gweithwyr newydd heb lawer o brofiad ddilyn yr awgrymiadau i brosesu rhannau.
7) Nid yw hyd y llwydni yn ddigon i blygu mewn adrannau
Mewn prosesu ar y safle, mae'n aml yn digwydd bod hyd y mowld yn llai na'r ymyl plygu. Oherwydd bod llawer o fowldiau arbennig yn cael eu pennu yn ôl y defnydd o gynhyrchion sefydlog, defnyddir y dull o blygu segmentiedig pan fo hyd y mowld yn llai na'r ymyl plygu. Pan fo hyd y mowld yn agos at yr ymyl plygu, rhwygwch yr ymyl yn berpendicwlar i'r ymyl plygu, ac yna plygwch yr ymyl plygu i'r maint gofynnol mewn adrannau. Ffigur 7a yw hanner chwith y rhan plygu, a Ffigur 7b yw hanner dde'r rhan blygu.

8) Defnyddio medrydd gre ar gefn i'r safle
Pan fydd maint y rhan plygu yn fawr ac yn defnyddio mesurydd cefn i'w leoli, mae'r rhannau'n aml yn suddo oherwydd ei bwysau ei hun, mae'r rhan llaw yn fyr, ac nid yw'r gweithredwr yn hawdd dal y darn gwaith. Er mwyn sicrhau lefel y rhannau, rhaid trefnu gweithredwr ar y rheol gefn i ddal y rhannau i gyflwr gwastad â llaw. Felly, wrth brosesu rhannau o'r fath, rhaid trefnu 2 weithredwr. Yn y gwaith, canfyddir y gellir gostwng y mesurydd cefn i faint penodol, a defnyddir y stydiau ar y mesurydd cefn ar gyfer lleoli, a gosodir y rhannau'n llorweddol ar y mesurydd cefn. Mae hyn nid yn unig yn lleihau nifer y gweithredwyr, ond hefyd yn gwarantu cywirdeb peiriannu yn effeithiol.
9) plygu siâp caeedig dwfn
Mewn prosesu gwirioneddol, gellir defnyddio prosesu plygu siâp caeedig dwfn yn hyblyg. Yn absenoldeb marw plygu dwfn math caeedig, wrth blygu'r rhannau fel y dangosir yn Ffigur 7, mabwysiadir y cyflwr clampio a ddangosir yn Ffigur 8. Gwahanwch y bwrdd pontio, mae'r pellter ychydig yn fwy na lled y rhan, a dyrennir y maint yn rhesymol, a gellir plygu dwy ran ar y tro.

Gall y dulliau a'r technegau prosesu a gyflwynwyd uchod ddatrys problemau prosesu nifer fawr o rannau tebyg mewn cynhyrchion, ac maent yn addas iawn ar gyfer datblygu cynhyrchion â mathau lluosog, sypiau bach a chylchoedd cynhyrchu byr. Trwy'r dulliau hyn, nid yn unig y gellir arbed gwariant costau offer, ond hefyd gellir byrhau'r cylch cynhyrchu a phrosesu, lleihau'r gost cynhyrchu, a gwella ansawdd y cynnyrch. Gellir cymhwyso a hyrwyddo'r dulliau prosesu a'r sgiliau defnyddio hyn hefyd ar beiriannau plygu brêc wasg CNC gyda strwythurau tebyg.
Cynhyrchion Cysylltiedig
 Sut i Ddewis Tunelledd Peiriant Brake Wasg Hydrolig
Sut i Ddewis Tunelledd Peiriant Brake Wasg Hydrolig- Ateb Effeithlon WILA o Blygu Platiau Canolig a Thrwchus
- Sut i Ddewis y Die Addas o Peiriant Plygu Brake Wasg
- Dilyniant Plygu confensiynol a Manyleb Defnydd Dyddiol o'r Wyddgrug Peiriant Plygu
- Pam Ychwanegu System Iawndal i Peiriant Plygu Brake Wasg
- Yr Egwyddor Weithredol a Chyfansoddiad Peiriant Plygu Brake Press CNC
- Tsieina Wasg Brake Plygu Machine Wyddgrug
- Sut I Gyfrifo Lwfans Plygu Ar Gyfer Eich Brêc Wasg
- Beth Yw'r Wasg Brake Coroni
- 2021 Canllaw Terfynol Peiriant Brake Metel