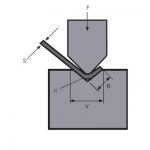
Rhennir dyrnu / marw brêc y wasg yn fowldiau uchaf ac isaf, a ddefnyddir ar gyfer stampio metel dalen sy'n ffurfio a gwahanu mowldiau. Mae gan y mowld ar gyfer ffurfio ceudod, ac mae gan y mowld ar gyfer gwahanu flaen y gad. Mae dyrnu/marw peiriant brêc y wasg yn dylanwadu'n fawr ar gywirdeb y darn gwaith. Yn y broses blygu, y llwydni yw'r cyfan sy'n cysylltu â'r darn gwaith.
Mae brêc y wasg yn marw o'r peiriant plygu / brêc wasg yn siâp L, siâp R, siâp U, siâp Z, ac ati. Mae'r marw uchaf yn bennaf yn 90 gradd, 88 gradd, 45 gradd, 30 gradd, 20 gradd, 15 gradd, ac ati ongl. Mae gan y mowld isaf rigol dwbl 4 ~ 18V a rhigol sengl gyda lled rhigol gwahanol, yn ogystal â llwydni is R, llwydni is ongl acíwt, llwydni gwastadu, ac ati.

Cywirdeb uwch-uchel
Mae'n bwysig iawn i gywirdeb y mowld effeithio'n fawr ar drachywiredd y darn gwaith yn ystod y broses blygu. Rhaid gwirio traul y llwydni cyn ei ddefnyddio. Y dull arolygu yw mesur yr hyd o ben blaen y llwydni uchaf i'r ysgwydd a'r hyd rhwng ysgwydd y llwydni isaf. Ar gyfer mowldiau confensiynol, dylai'r gwyriad fesul metr fod tua ± 0.0083mm, ac ni ddylai cyfanswm y gwyriad hyd fod yn fwy na ± 0.127mm. O ran y llwydni malu manwl gywir, dylai'r manwl gywirdeb fesul metr fod yn ±0.0033mm, ac ni ddylai'r cywirdeb cyfan fod yn fwy na ± 0.0508 mm. Yn gyffredinol, argymhellir defnyddio mowldiau malu dirwy ar gyfer peiriannau plygu electro-hydrolig neu beiriannau plygu siafftiau dirdro, a mowldiau confensiynol ar gyfer peiriannau plygu â llaw.
Adran offer y peiriant brêc wasg CNC fel a ganlyn:

Gosodiad sefydlog awtomatig
Mae'r marw uchaf yn cael ei osod pan fydd y llithrydd yn codi i'r ganolfan farw uchaf, a gall y system clampio llwydni gadw mowldiau lluosog yn eu lle nes bod y pwysau clampio yn cael ei gymhwyso.
System clampio hydrolig
Y system clampio hydrolig yw'r dull clampio mwyaf effeithiol. Gall peiriannau hen a newydd ddefnyddio'r system clampio hon, gan arbed amser a chost. Os caiff wyneb llwyth yr hen beiriant plygu ei ddifrodi, y system clampio hydrolig fydd y dewis gorau i unioni'r difrod, tra hefyd yn gwella effeithlonrwydd clampio a gosod.

Gwasgu'n awtomatig i'w le
Pan roddir pwysau clampio, caiff y marw uchaf ei dynnu i fyny a'i wasgu'n awtomatig i'w le. Mae hyn yn dileu'r angen i wasgu'r mowld uchaf i waelod y mowld yn ystod y broses blygu.
Y dewis o ddyrnu/marw
Yn gyntaf, pennwch drwch y ddalen i'w phlygu. Er enghraifft, rydych chi am blygu platiau 0.75mm i 6.30mm o drwch. Yna, lluoswch drwch y ddalen deneuaf ag 8 i amcangyfrif y maint V-de lleiaf sydd ei angen. Yn yr enghraifft hon, plât 0.75mm yw'r mowld lleiaf sydd ei angen, felly 0.75 × 8 = 6. Yn drydydd, lluoswch drwch y daflen fwyaf trwchus ag 8 i amcangyfrif maint marw siâp V mwyaf gofynnol.
8 gwaith egwyddor
Hynny yw, dylai agoriad y llwydni siâp V fod 8 gwaith trwch y daflen. Lluoswch drwch y ddalen ag 8 i ddewis y mowld agosaf. Er enghraifft, mae plât 1.5mm o drwch angen mowld 12mm (1.5 × 8 = 12mm). Os yw'n blât 3.0mm, mae angen mowld 24.0mm. (3.0×8=24.0). Gall y gymhareb hon ddarparu'r dewis ongl gorau, a dyna pam mae llawer o bobl yn ei alw'n "ddewis gorau". Mae'r rhan fwyaf o siartiau plygu cyhoeddedig hefyd yn canolbwyntio ar y fformiwla hon.
Rheolau dewis enghreifftiol
Y rheol dewis ar gyfer plygu darnau gwaith siâp L yw nad oes unrhyw reolau, gellir defnyddio bron unrhyw farw uchaf. Felly wrth ddewis mowldiau uchaf ar gyfer grŵp o workpieces, gellir ystyried workpieces siâp L yn olaf, oherwydd gall bron unrhyw llwydni uchaf eu plygu. Wrth blygu'r darnau gwaith siâp L hyn, argymhellir defnyddio mowldiau uchaf a all hefyd blygu darnau gwaith eraill. Wrth brynu mowldiau, y lleiaf yw'r gorau. Mae hyn nid yn unig i leihau costau llwydni ond hefyd i leihau nifer y siapiau llwydni sydd eu hangen a lleihau amser gosod.


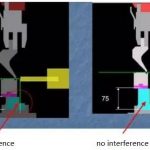
Pan fydd rhan uchaf y darn gwaith yn hirach na'r rhan isaf, mae angen marw gooseneck. Pan fydd rhan uchaf y darn gwaith yn fyrrach na'r rhan isaf, mae unrhyw farw uchaf yn iawn. Pan fydd rhan uchaf ac adran isaf y darn gwaith yr un hyd, mae angen marw uchaf ongl acíwt. I grynhoi, mae'r rheol dewis marw uchaf yn bennaf yn dibynnu ar ymyrraeth y darn gwaith, sef lle gall y meddalwedd efelychu plygu chwarae rhan bwysig. Os na all y system a ddefnyddir efelychu'r sefyllfa blygu, gallwch ddefnyddio'r llun gyda chefndir y grid i wirio ymyrraeth y darn gwaith llwydni uchaf â llaw, fel y dangosir yn y ffigur isod.


Dim llwydni mewnoliad
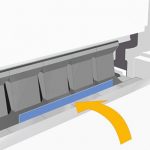
Bydd bron pob mowld peiriant plygu siâp V nodweddiadol yn gadael rhai marciau ar y darn gwaith, mae hyn oherwydd bod y metel yn cael ei wasgu i'r mowld wrth blygu. Yn y rhan fwyaf o achosion, mae'r marciau'n fach neu'n dderbyniol. Gall cynyddu'r radiws leihau'r marciau. Ond weithiau mae hyd yn oed y marciau lleiaf yn annerbyniol, fel platiau wedi'u paentio neu sgleinio cyn plygu. Gellir defnyddio mewnosodiadau neilon i ddileu mewnoliadau, fel y dangosir yn y ffigur isod. Mae plygu heb bant yn arbennig o bwysig ar gyfer awyrennau gweithgynhyrchu neu rannau awyrofod oherwydd ei bod yn anodd i arolygwyr archwilio rhan gyda'r llygad noeth a gwahaniaethu rhwng crafiadau a chraciau.

Cynhyrchion Cysylltiedig
 Sut i Ddewis Tunelledd Peiriant Brake Wasg Hydrolig
Sut i Ddewis Tunelledd Peiriant Brake Wasg Hydrolig- Ateb Effeithlon WILA o Blygu Platiau Canolig a Thrwchus
- Defnyddio Sgiliau Peiriant Plygu CNC
- Dilyniant Plygu confensiynol a Manyleb Defnydd Dyddiol o'r Wyddgrug Peiriant Plygu
- Cyfrifo'r Grym Plygu Yn ystod Plygu Am Ddim Peiriant Plygu Metel Llen
- Beth Mae Marw Brêc y Wasg wedi'i Wneud Ohonno? Beth Yw Offer Brake Wasg?
- Sawl Math o Brêc Wasg Hydrolig
- Pam Ychwanegu System Iawndal i Peiriant Plygu Brake Wasg
- Beth Yw'r Wasg Brake Coroni
- Sut I Gyfrifo Lwfans Plygu Ar Gyfer Eich Brêc Wasg