1. Deall y broses blygu: ffeithiau syml

Lwfans Troi = Ongl * (T/ 180)*(Radiws + K-ffactor *Trwch) Iawndal Troi = Lwfans Troi - (2 * Gosod yn ôl)
Set Tu Mewn Yn ôl = lliw haul (Ongl / 2) * Radiws Outset Back = lliw haul (Ongl / 2)*(Radiws + Trwch)

1) Mae'r radiws a geir ar ran plygu yn effeithio ar yr hyd y mae'n rhaid i ni dorri'r rhan honno (cyn plygu).
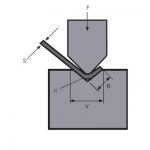
2) Mae'r radiws a geir ar blygu yn dibynnu 99% ar yr agoriad V y dewiswn weithio ag ef.
Cyn dylunio'r rhan ac yn sicr cyn dechrau torri'r bylchau, RHAID i ni wybod yn union pa agoriad V y byddwn yn ei ddefnyddio i blygu'r rhan ar y brêc wasg.

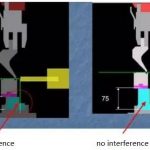
2. Sut mae'r radiws yn effeithio ar fylchau
bydd radiws mwy yn “gwthio” coesau ein rhan tuag at y tu allan, gan roi'r argraff bod y gwag wedi'i dorri'n “rhy hir”.
bydd radiws llai angen bwlch y mae'n rhaid ei dorri “ychydig yn hirach” na phe bai'r radiws yn fwy.

3. Lwfans Plygu

Byddai bylchau gwag y ffigwr uchod yn cael eu cyfrifo fel a ganlyn:
B = 150 + 100 + 60 + BA1 + BA2
Sut i gyfrifo BA1 a BA2:
Cyfrifo'r Lwfans plygu
Y gyfran y mae angen i ni ei lleihau o'r ddwy goes unwaith y bydd yn gorgyffwrdd trwy ddod yn fflat, yw'r hyn a adwaenir yn gyffredin fel “lwfans tro” (neu BA yn yr hafaliad).

Fformiwla lwfans plygu
Fformiwla BA ar gyfer troadau hyd at 90 °

Fformiwla BA ar gyfer troadau o 91° i 165°

iR= Radiws Mewnol
S=trwch
Β = ongl
Π = 3,14159265 ….
K = K Ffactor
K ffactor
Wrth blygu ar brêc wasg mae rhan fewnol y metel dalen yn cael ei gywasgu tra bod y rhan allanol yn cael ei ymestyn.
Mae hyn yn golygu bod rhan o'r ddalen lle nad yw'r ffibrau wedi'u cywasgu na'u hymestyn. Rydyn ni'n galw'r rhan hon yn “echel niwtral.”

Y pellter o'r tu mewn i'r tro i'r echelin niwtral yw'r hyn rydyn ni'n ei alw'n ffactor K.
Daw'r gwerth hwn gyda'r deunydd a brynwn ac ni ellir ei newid.
Mynegir y gwerth hwn mewn ffracsiynau. Po leiaf yw'r ffactor K, yr agosaf fydd yr echel niwtral i radiws mewnol y ddalen.

K ffactor = tiwnio manwl
Mae'r ffactor K yn effeithio ar ein gwag heb ei blygu. Dim cymaint â radiws y rhan, ond gallwn feddwl amdano fel cyfrifiadau tiwnio manwl ar gyfer bylchau.
po leiaf yw'r ffactor K, y mwyaf o ddeunydd sy'n cael ei ymestyn ac felly'n cael ei “wthio allan”…. sy'n golygu y bydd ein coes yn dod yn "fwy".
Amcangyfrif ffactor K
Y rhan fwyaf o'r amser gallwn amcangyfrif ac addasu'r ffactor K wrth fireinio ein cyfrifiadau gwag.
y cyfan sydd angen i ni ei wneud yw rhai profion (ar yr agoriad V a ddewiswyd) a mesur radiws y rhan.
Rhag ofn bod angen i chi bennu ffactor K mwy manwl gywir, isod mae'r cyfrifiad ar gyfer pennu'r union ffactor K ar gyfer eich tro.

K ffactor: fformiwla

Datrys yr enghraifft:
B = 150 + 100 + 60 +BA1 + BA2
Amcangyfrif ffactor K
B1: R/S=2 => K=0,8
B2: R/S=1,5 => K=0,8
Mae'r ddau dro yn 90 ° neu lai:

sy'n meddwl:
B1 = 3.14 x 0.66 x (6 + ((4×0.8)/2) – 2 x 10
B1 = -4.25
B2 = 3.14 x 0.5 x (8 + ((4×0.8)/2) – 2 x 12
B2 = -8.93
felly:
B = 150 + 100 + 60 + (-4.25) + (-8.93)
B= 296.8mm
Cynhyrchion Cysylltiedig
 Beth Mae Marw Brêc y Wasg wedi'i Wneud Ohonno? Beth Yw Offer Brake Wasg?
Beth Mae Marw Brêc y Wasg wedi'i Wneud Ohonno? Beth Yw Offer Brake Wasg?- Beth Yw'r Wasg Brake Coroni
- Sut i Ddewis Tunelledd Peiriant Brake Wasg Hydrolig
- Ffair Treganna
- Ateb Effeithlon WILA o Blygu Platiau Canolig a Thrwchus
- Sut i Ddewis y Die Addas o Peiriant Plygu Brake Wasg
- Dilyniant Plygu confensiynol a Manyleb Defnydd Dyddiol o'r Wyddgrug Peiriant Plygu
- Pam Ychwanegu System Iawndal i Peiriant Plygu Brake Wasg
- Defnyddio Sgiliau Peiriant Plygu CNC
- Cyfrifo'r Grym Plygu Yn ystod Plygu Am Ddim Peiriant Plygu Metel Llen