Cyflwyno'n fyr broses gynhyrchu'r sinc dur di-staen. Mae cynhyrchu sinciau dur di-staen yn gyffredinol yn cynnwys dewis deunyddiau crai, prosesau cynhyrchu, trin wyneb, ac ati Yn gyffredinol, mae angen y tri cham hyn, a'r dewis o ddeunyddiau crai a'r prosesau cynhyrchu a thrin yw'r pwysicaf ohonynt.
Detholiad o ddeunyddiau crai
Ar hyn o bryd, y deunyddiau dur di-staen a ddefnyddir yn gyffredin gan weithgynhyrchwyr sinc dur di-staen domestig yw platiau dur di-staen 0.8-1.0mm o drwch, sydd fwyaf addas ar gyfer cynhyrchu sinciau. Os yw'r plât yn rhy denau, bydd yn effeithio ar fywyd gwasanaeth a chryfder y sinc. Os yw'r plât yn rhy drwchus, mae'n hawdd niweidio'r llestri bwrdd wedi'u golchi.

Proses gynhyrchu
Mae dwy brif broses drin ar gyfer basnau sinc dur di-staen: weldio a ffurfio un-amser.
1. dull Weldio
Y dull weldio yw dyrnu wyneb y groove a'r corff groove ar wahân, ac yna cysylltu'r ddau trwy weldio, a llenwi a sgleinio wyneb y weld. Yn gyffredinol, nid oes unrhyw olrhain weldio ar yr edrychiad blaen. Mae'r dull cynhyrchu a phrosesu hwn yn syml yn y broses a gellir ei gyflawni gan offer gwasg dyrnu bach a mowldiau syml. Yn gyffredinol, defnyddir platiau dur di-staen 0.5-0.7mm. Mae gan y dull prosesu hwn lai o golled yn ystod y broses gynhyrchu ac mae'r gost yn gymharol isel. Felly, mae pris y sinc dur di-staen a gynhyrchir gan y dull hwn yn gymharol isel. Nawr cyn belled â'i fod yn gynnyrch gan wneuthurwr rheolaidd, mae'r broses weldio yn cael ei weldio gan weldio ymwrthedd tonnau rheoli rhifiadol, ac mae'r ansawdd yn cael ei basio. Mae dwy ffordd:
1) Y cyntaf yw weldio amgylchynol y basn a'r panel, a elwir hefyd yn weldio seam (weldio gwaelod).
Ei fantais yw ei ymddangosiad hardd. Ar ôl triniaeth drylwyr, nid yw'n hawdd dod o hyd i welds, ac mae wyneb y sinc yn wastad ac yn llyfn. Yr anfantais yw bod rhai defnyddwyr yn amau ei gadernid. Mewn gwirionedd, mae'r dechnoleg weldio gyfredol yn bennaf yn cynnwys weldio is-arc a weldio ymwrthedd rheoli rhifiadol mwyaf datblygedig, ac mae'r ansawdd wedi mynd heibio. Anfantais y dull weldio hwn yw ei fod yn defnyddio gormod o ddeunydd ac yn gorfod dyrnu dau blât dur.
2) Y llall yw weldio casgen dwy fasn sengl i mewn i un, a elwir hefyd yn weldio casgen.
Y fantais yw bod y basn a'r panel yn cael eu hymestyn a'u ffurfio'n annatod, sy'n gryf ac yn wydn. Yr anfantais yw bod yr olion weldio yn hawdd i'w gweld, ac mae'r gwastadrwydd ychydig yn waeth. Mewn gwirionedd, nid yw rhai sinciau tanc dwbl un cam fel y'u gelwir yn cael eu stampio allan o un darn o ddeunydd ond maent wedi'u weldio'n arbennig gan ddau fasn sengl. Pan fyddwch chi'n ei brynu, gallwch chi roi sylw i'r uniad solder yng nghanol y ddau sinciau, y gellir eu gweld o'r ochr arall. Mae un plât yn cael ei dyrnu i ddau sinc. Nid oes technoleg o'r fath yn y byd. Y peth anoddaf i'w wneud ar gyfer y pot wedi'i weldio â casgen yw sicrhau arwyneb gwastad y pot. Os gellir ei warantu, yna dyma'r ffordd orau mewn gwirionedd. Oherwydd ei fod yn defnyddio'r un deunydd â'r ymestyn cyffredinol, gall hefyd ddatrys y broblem ymestynnol o ymestyn ar y cyd.
Ansawdd weldio y sinc yw'r ffactor mwyaf hanfodol sy'n effeithio ar fywyd y sinc. Gall weldio da atal rhwd a desoldering. Dylai'r weldio fod yn llyfn, yn llyfn, yn dynn, yn rhydd o weldio ffug, smotiau rhwd, a burrs. Mae'r holl fasnau dwbl y mae eu dyfnder yn fwy na 18cm yn cael eu weldio. Oherwydd bod y tanc basn dwbl yn cael ei ymestyn yn fwy na 18cm ar yr un pryd (dyfnder y tanc, nid cyfanswm uchder y tanc ac ochr y tanc)), dyma ddyfnder terfyn y dechnoleg prosesu.
2. Un-amser ffurfio dull ymestyn annatod (a ddefnyddir yn bennaf ar gyfer rhigol sengl)
Mae'r dull hwn o brosesu sinciau dur di-staen wedi'i wneud o ddalen gyfan o ddeunydd, sy'n gofyn am offer prosesu a mowldiau cymharol uchel. Oherwydd bod ffurfio un-amser yn gofyn am ansawdd uchel a hydwythedd y daflen, yn gyffredinol mae'n cael ei dyrnu â dalen ddur di-staen 0.8-1mm o drwch. Defnyddiwch fowldiau annatod ac offer gwasg dyrnu wedi'u mewnforio. Oherwydd colled torri mawr ymyl y daflen wrth gynhyrchu'r dull mowldio un-ergyd, a'r buddsoddiad uchel mewn mowldiau ac offer, mae'r gost yn uchel. Felly, mae'r sinc dur di-staen a gynhyrchir gan y dull hwn yn ddrutach.
Mae'r broses weithgynhyrchu mowldio un-amser yn boblogaidd iawn, ac mae ei broses weithgynhyrchu yn anodd. Mae'r math hwn o dechnoleg cynhyrchu yn gofyn llawer iawn, ac mae'r broses ffurfio un darn yn broses arbennig o bwysig, sy'n gofyn am ddeunydd plât dur uchel. Datrysodd y broblem gollyngiadau a achosir gan weldio corff y basn na all y weldiad wrthsefyll cyrydiad hylifau cemegol amrywiol (fel glanedydd, glanhawr dur di-staen, ac ati). Ond mae yna lawer o ddiffygion wrth fflysio plât i mewn i sinc, megis:
1) Mae trwch cyffredinol y sinc ffurfiedig yn anwastad, yn gymharol denau, tua 0.7mm yn bennaf. Nid yw'r dechnoleg hon wedi'i goresgyn ar hyn o bryd, mae gwaelod y sinc yn rhy denau, a dylai'r trwch basn gwell fod yn 0.8-1.0mm.
2) Ni all y sinc fod yn rhy ddwfn. Oherwydd ei fod yn rhy ddwfn, bydd wal y sinc yn rhy denau ac wedi torri, a bydd dŵr rhy fas yn tasgu allan yn hawdd, sy'n drafferthus i'w ddefnyddio.
3) Yn gyffredinol, mae angen anelio tymheredd uchel ar gyfer tanciau dŵr ymestyn, fel arfer ar dymheredd uwch na 1200 gradd. Ar ôl triniaeth o'r fath, mae anhyblygedd y tanc dŵr yn cael ei wanhau'n naturiol, ac mae caledwch y tanc dŵr yn bendant yn cael ei beryglu.
4) O ran triniaeth ymyl, mae'r basn ymestyn cyffredinol yn gyffredinol yn flanging un haen. Ar y naill law, mae'n bosibl iawn torri dwylo'r gweithiwr gosod. Y peth pwysicaf yw nad oes "asen atgyfnerthu" ac nid yw'r pwysau yn ddigon da. Ar yr un pryd, mae'n anodd cyflawni effaith selio dŵr.
5) Mae'r panel ymestyn cyffredinol yn anodd bod yn wastad.
6) Mae'r gost yn rhy uchel. Oherwydd y gofynion hynod o uchel ar gyfer deunyddiau a phrosesau, mae cost un basn bron yn cynyddu.
Mantais y sinc ffurfio un-amser yw bod y deunydd yn well na deunydd y basn weldio, mae'r broses yn gymhleth, ac mae'r prosesu yn anodd. Mae'r broses o weldio'r sinc yn syml, ac nid yw'r plât wedi'i ffurfio'n dda ar un adeg, ond mae'r pris cymharol ychydig yn rhatach, ac mae trwch y plât gwaelod hefyd yn fwy trwchus na thrwch ffurfio un-amser. Yn syml, nid oes gwahaniaeth defnydd rhwng sinc wedi'i weldio a sinc un darn. Fodd bynnag, oherwydd rhesymau proses, ni ellir gwneud y sinc dur di-staen integredig yn rhy ddwfn ac mae problem o dasgu dŵr. Mantais amlycaf y sinc integredig yw na fydd yn gollwng problemau oherwydd nad yw bwlch weldio y basn yn cael ei gyrydu gan amrywiaeth o hylifau cemegol (fel glanedyddion, glanhawyr dur di-staen, ac ati). Ond nid oes gan y fantais hon unrhyw fanteision mwyach oherwydd y cyfnod gwarant hir.
Triniaeth arwyneb
Ar hyn o bryd mae pedwar math o brosesau trin wyneb ar gyfer sinciau dur di-staen: Mae un wedi'i farugog (brwsio), a'r llall yn sgwrio â thywod (wyneb arian perlog di-sglein), mae'r trydydd yn gaboli (drych), ac mae'r pedwerydd yn boglynnu.
1. Frosting (lluniad gwifren)
Ar hyn o bryd, y broses trin wyneb a ddefnyddir fwyaf yn y diwydiant prosesu sinc dur di-staen yw rhew (lluniad gwifren). Mae rhai gweithgynhyrchwyr yn gwneud y broses rewi yn eithaf syml, ac mae'r gost hefyd yn isel. Defnyddiwch yr olwyn malu i sgleinio. Nid oes gan gwsmeriaid o'r fath ofynion uchel iawn ar wyneb y deunydd. Mae ychydig o ddiffyg arwyneb yn cael ei ddileu ar ôl ei sgleinio sawl gwaith.
Ar hyn o bryd, mae rhai unedau dosbarthu dur di-staen yn Wuxi a Zhejiang wedi cyflwyno offer malu olew rholio cyfan, sy'n codi'r trothwy ar gyfer mentrau prosesu sinc dur di-staen. Mae angen talu mwy o sylw i ansawdd wyneb y cynnyrch. Wrth gwrs, mae melino olew y gofrestr gyfan hefyd yn brawf o ansawdd wyneb y deunydd, gan gynnwys yr arddull prosesu wyneb sy'n ofynnol gan y cwsmer, cyfeiriad y gwead, ac ati Mae'r diffygion sy'n hawdd i'w gweld yn y prosesu hwn Y broses yw'r band gwahaniaeth lliw, y patrwm dirgryniad, a'r mewnoliad a dyfnder y patrwm a achosir gan y cau i lawr neu newid y gwregys yn ystod y prosesu.
2. sgwrio â thywod (wyneb arian perlog di-sglein)
Effaith y sinc dur di-staen ar ôl sgwrio â thywod yw perlog di-sglein. Ei fantais yw nad yw'n cadw at olew, ac mae'n brydferth iawn. Mae'r broses trin wyneb hon yn boblogaidd iawn ac yn ffasiynol yn Ewrop. Wrth drin wyneb rhai offer cartref, mae bron pob gweithgynhyrchydd allforio yn mabwysiadu'r arddull brosesu hon. Mae sgwrio â thywod yn bennaf yn defnyddio gleiniau gwydr ffrwydro ergyd, ac yna triniaeth arwyneb cemegol.
3. sgleinio (drych)
Mae sgleinio (drych) yn arddull trin wyneb a ddefnyddir yn eang yn y dyddiau cynnar. Fodd bynnag, p'un a oedd yn dibynnu ar sgleinio â llaw ar y dechrau neu sgleinio mecanyddol yn ddiweddarach, roedd yn mynd ar drywydd wyneb llyfn ac adlewyrchol. Po fwyaf gwastad yw'r wyneb, yr uchaf yw gradd yr adlewyrchiad. Mae gan sgleinio ofynion uchel ar y deunydd ei hun, ac mae ansawdd yr wyneb yn anodd ei reoli yn ystod y prosesu, a dyma'r hawsaf i'w crafu hefyd. Ac ar ôl amser hir, mae'r effaith drych wedi diflannu.
4. boglynnu
Mae arddull boglynnog wedi'i wneud o ddeunydd boglynnog. Nid oes unrhyw stoc o'r deunydd hwn mewn melinau dur domestig, ac nid yw technoleg cynhyrchu'r deunydd hwn ar gael i blanhigion dur cyfan, felly mae ei gost yn gymharol uchel. Mae'r deunydd boglynnog yn gallu gwrthsefyll traul. Yn bersonol, credaf, os gall poblogrwydd y deunydd hwn fod mor boblogaidd â deunyddiau eraill sy'n cael eu trin ar yr wyneb, bydd y farchnad hefyd yn ei gydnabod.

Y broses ffurfio benodol o sinc dur di-staen
1. ymestyn ffurfio
1) Peiriant: yn gyffredinol defnyddiwch wasg hydrolig tunelledd mwy (200T) neu fwy i ymestyn y plât.
2) Yr Wyddgrug: Ni ddylai'r ongl fod yn rhy syth, yn gyffredinol yn uniongyrchol uwch na φ10, dylai'r strwythur fod yn rhesymol.
3) Deunydd: Yn gyffredinol, mae'n ofynnol i drwch y plât fod o fewn 0.8-1.0mm. Os yw'n fwy na'r ystod hon, bydd hyd yn oed wasg hydrolig 500T yn wan.
4) Triniaeth wres: Yn gyffredinol, mae angen triniaeth anelio tymheredd uchel ar y tanc dŵr ymestynnol cyffredinol, fel arfer ar dymheredd uwch na 1200 gradd, i ddileu'r straen mewnol ar ôl ymestyn.
5) Triniaeth arwyneb: lluniadu gwifren, caboli, sgleinio (llyfn yn gyffredinol).
6) Proses: Ar ôl ychwanegu'r olew lluniadu i'r marw, gellir ymestyn y plât yn esmwyth, triniaeth anelio ar ôl ffurfio, a thriniaeth arwyneb.
2. Mowldio llaw
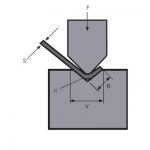
1) Peiriant: yn gyffredinol yn defnyddio peiriant plygu brêc wasg, wasg hydrolig ar gyfer ffurfio, a pheiriant weldio arc argon ar gyfer weldio.
2) Gosodion: gosodiadau plygu, mowldiau wasg hydrolig.
3) Deunydd: Oherwydd bod y broses yn mabwysiadu plygu, nid yw trwch y plât yn gyfyngedig, ac mae trwch rhesymol yn cael ei fabwysiadu'n gyffredinol yn ôl yr economi.
4) Weldio: Yn ôl trwch y deunydd, gellir dewis gwahanol gerrynt weldio, er enghraifft, defnyddir y cerrynt weldio o dan 220A am 1.2mm.
5) Triniaeth arwyneb: lluniadu gwifren, caboli, sgleinio (llyfn yn gyffredinol).
6) Proses: Yn gyffredinol, mae'r ddalen yn cael ei phlygu a'i ffurfio yn gyntaf, ac yna mae'r gwythiennau ochr yn cael eu weldio fel blwch origami, ac yn olaf mae triniaeth arwyneb yn cael ei berfformio.
Cynhyrchion Cysylltiedig
 Ymunwch â ni i wneud BUSNES MAWR!
Ymunwch â ni i wneud BUSNES MAWR!- Sut i Weithredu'r Peiriant Cneifio Gilotîn
- Ateb Effeithlon WILA o Blygu Platiau Canolig a Thrwchus
- Sut i Ddewis y Die Addas o Peiriant Plygu Brake Wasg
- Beth Mae Marw Brêc y Wasg wedi'i Wneud Ohonno? Beth Yw Offer Brake Wasg?
- Dilyniant Plygu confensiynol a Manyleb Defnydd Dyddiol o'r Wyddgrug Peiriant Plygu
- Ffair Treganna
- QC11Y 12x6000mm Cneifiwch Gilotîn Hydrolig yn cael ei Anfon i'r Ariannin
- Y 10 Gwneuthurwr Peiriannau Cneifio Gilotîn Gorau
- 1000W 1500W 2000W Manual Handheld Laser Welding Fiber Laser Welder Machine For Stainless Steel Metal Sheet